3Dプリンターで出力した時に、くもの糸のように樹脂が張ってしまう現象でお悩みではないですか?
これ、糸引き(Stringing)と言います。
私も、結構悩んで調べて、調整を試行錯誤し続けましたが、思うような結果にはなりませんでした。
結局、ノズルを純正から別の品に変えたら一発で解決したのです。
おすすめのノズルのご紹介と、実際に調べて試した調整方法を紹介します。

3Dプリンターの糸引きの原因は?
積層式3Dプリンター(FDM / FFF式)の糸引きの原因は、移動時に樹脂が垂れてしまうことにあります。
そのため、空中移動する前には樹脂を少し引き戻すスライサーソフトの設定があるのですが、それでも上手くいかないと糸引きが起こってしまいます。
ちょっと例えが汚いですが、ノズルが「鼻水をすすってもまた垂れてきてしまう」状態でどこかに擦っちゃうと糸を引くという感じですね。
従い、糸引きの原因となるのは下記です。(私の場合、主な理由は3番目でした)
- 樹脂(フィラメント)が垂れやすい状態(湿気ている、温度が高い)
- 移動前のフィラメントの引き込みが十分でない
- ノズルが悪い(引ききれない、吐出口周辺が汚れやすい)
その3Dプリンターの糸引き、ノズルが原因かも?
一般的な対策方法は次の章で記載します。
その前に、単にCriarityの純正ノズルから別メーカー品のノズルに変えた結果をご覧ください。
ノズルを変えただけの結果の比較
とりあえず、まずは下の写真をご覧ください。(出力した機種はEnder-3 S1 Proです)
左はCriarity純正ノズル(MKノズル 0.4mm 5個セットで990円)で散々試行錯誤した結果。
右がKaikaノズルにした結果(Curaのデフォルト設定から温度を10度下げた状態)です。

一目瞭然だと思いませんか?
正直、私にとってKaikaノズルはお高いので「清水の舞台から飛び降りる」くらいの勢いでポチったのですが、Kaika買って正解でした。瞬殺で糸引き直りましたからね。
あの長時間をかけた試行錯誤の調整の苦労は何だったのだろうか・・・。
購入はこちらです↓
↓Ender-3 v2 / Max / S1 / S1 Pro系はこちら
kaika kaika840 3Dプリンター用精密ノズル 穴径0.4mm MK8 Creality製プリンターEnder用ノズル互換
↓Ender-5 S1 / Ender-7 / Ender-3 V3 SEはこちら
kaika kaika1040 3Dプリンター用精密ノズル Creality製プリンターEnder-5 S1用ノズル互換 (穴径0.4mm)
テクダイヤさん直営の公式ショップはこちらです>https://shop.kaika-tecdia.com
高級なノズルと安価なノズルの違い
ではなぜ、ノズルを変えただけであっさり糸引きが激減したのか。
私なりに調べてみました。
1つ目の理由はKaikaの工作精度でしょうね。
下の写真。左はCriality純正ノズル、右がKaikaですが、明らかに表面の滑らかさが違います。
特にKaikaの先端端面は手仕上げだそうです。
左の写真のように先端の表面がザラザラなら、樹脂が貼り付いて糸を引いてしまうのも想像できるので、kaikaの手仕上げの優位性がわかる気がします。

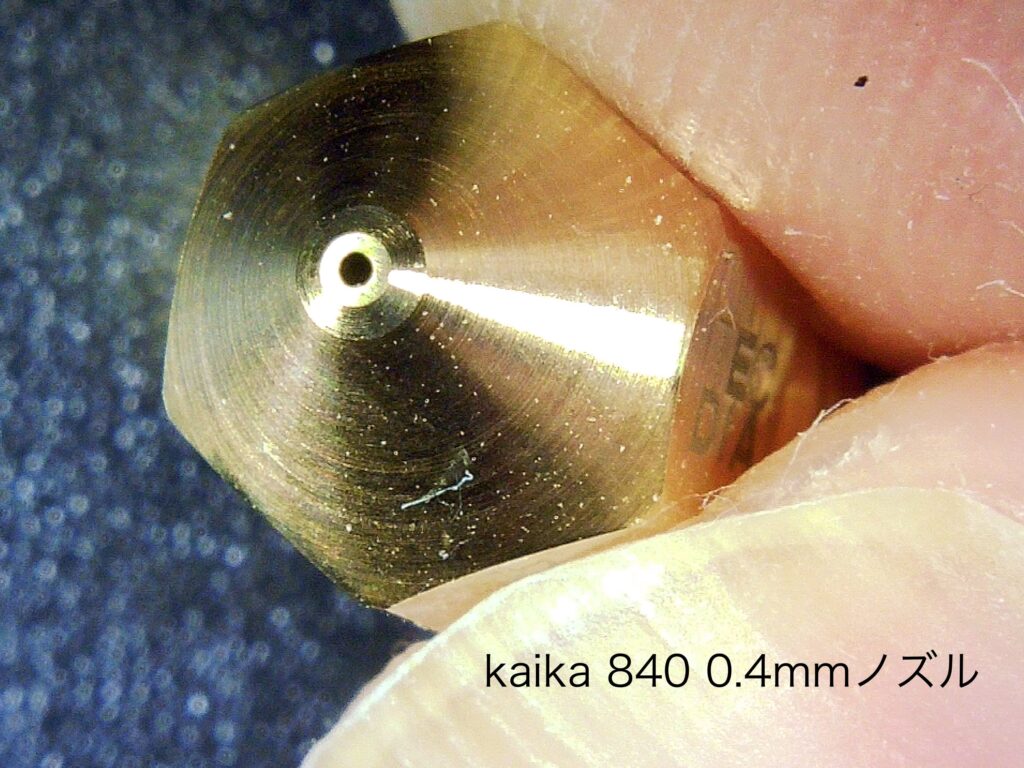
2つ目の理由は内部のテーパー角が一般のノズルに比べて鋭角なこと。
kaikaの先端内部は約30度だそうです(一般的なノズルは約60度)。難しいことは割愛しますが、押し出し時にテーパー部分で樹脂が一旦圧縮されて、ノズルから出る瞬間に樹脂がボワっと膨らんでしまう現象をノズル内を鋭角にすることで抑えているんだとか。
3つ目として、樹脂への熱伝導が他のノズルより良いことですね。
Kaikaノズルはなぜか10度〜15度くらい下げても問題なく出力できます。
温度が下がれば、樹脂のタレも軽減しますので、効果あると思います。
kaikaノズルはやっぱりすごい
改めてkaikaノズルで出力したサンプルをいくつか紹介します。
下の写真はTommyさんのWasenを我が家のEnder-3 S1 Pro + kaikaノズルで出力したもの。
船首とオールの間に糸引きが出来やすいのですが、kaikaにしただけで糸引きを最小限に抑えることができました。

また、kaikaはフローが安定するため積層がキレイです。

さらに、kaikaならアイロンを実行した際の表面もなめらかです。


なかなか凄いノズルだと思いませんか??
↓Ender-3 v2 / Max / S1 / S1 Pro系はこちら
kaika kaika840 3Dプリンター用精密ノズル 穴径0.4mm MK8 Creality製プリンターEnder用ノズル互換
↓Ender-5 S1 / Ender-7 / Ender-3 V3 SEはこちら
kaika kaika1040 3Dプリンター用精密ノズル Creality製プリンターEnder-5 S1用ノズル互換 (穴径0.4mm)
kaikaは高すぎる、という場合の選択肢は?
確かに、kaikaが良いのは分かったのだけれど、いかんせん高いよね〜とお思いのあなた。
他にもX(旧Twitter)などでおすすめされているノズルがあったので紹介しておきます。
ただ、やっぱりkaikaほどはキレイに出力できないようではあります。
MellowやTrianglelabのノズルはAliExpressから購入できます。
一応そちらのリンクも載せておきますね。(Ender-3 v2 / S1系ならMK8ノズルでOKです)
3Dプリンターの糸引きを抑える一般的な方法
さて。ここまで「kaikaにしたら糸引きが劇的に改善した」というお話でしたが、それなりに高い買い物です。
まずはノズル交換せずに試せることを列挙しておきます。
以下を試しても期待する結果にならない場合は、改めてノズル交換を検討されると良いと思います。
フィラメントを乾燥させる
1つ目の確認項目はフィラメントの劣化です。
開封してしばらく経ってしまったフィラメントは空気中の水気を吸って劣化が進んでしまいます。
この状態だと、ノズルの先端でパチパチと気泡が弾けてたりして良い出力結果につながりません。
私は関連性は理解していませんが、劣化したフィラメントも糸引きの原因になるのだとか。
対策としては、フィラメントドライヤーで乾燥させるか、それでもダメなら新品で試してみることですね。
フィラメントドライヤーはAmazonで五千円〜1万円くらいで販売されているもので十分です。
(もしくは、フードドライヤーを改造した方が効率良いという話もあります。)
ノズル温度を下げる
ノズル温度が高い方が樹脂のタレ、伸びが多くなるのは想像できるかと思います。
ただし、温度が低すぎると、積層がうまくいかなかったり、層間密着が悪くて強度不足になってしまったりします。
樹脂ごとにTemp Towerを印刷して、最適な温度を見つけるのが良いと思います。
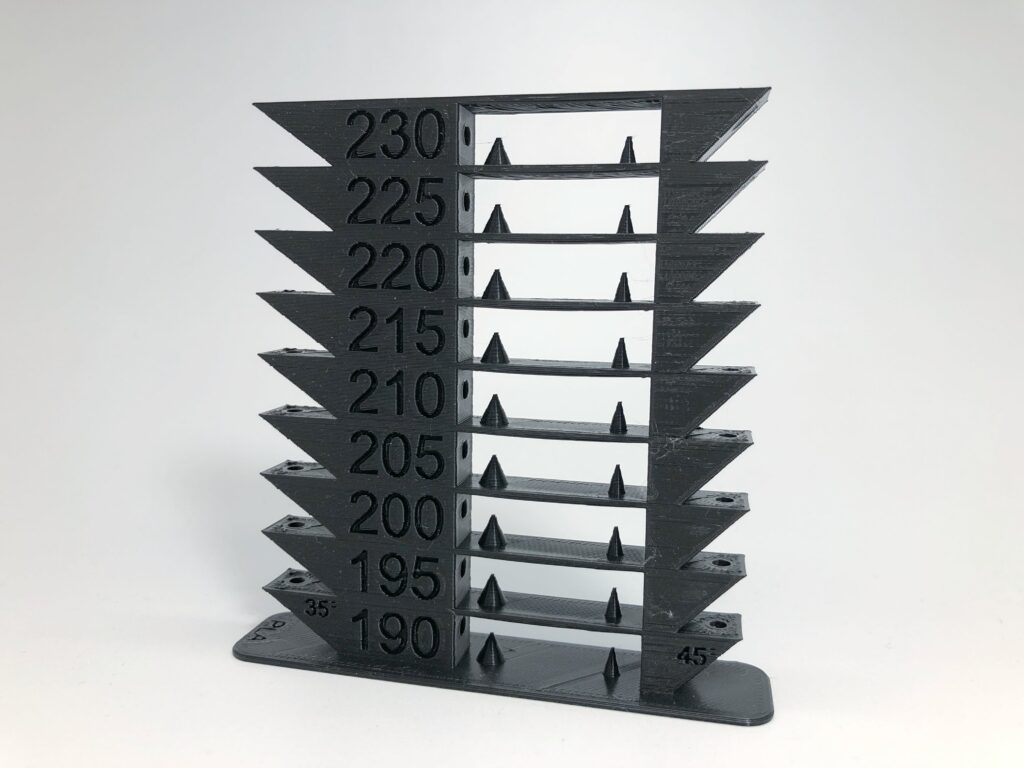
私はこちらのリンクのTemp Towerを利用させてもらっています↓

フィラメントの引き戻し量(リトラクト)を調整する
スライサーソフトの設定で移動時にフィラメントを引き込む設定があります。この引き戻し距離や引き戻し速度などを変更することで糸引きが改善することがあります。
私のCuraの設定は下記の通りですが、糸引きが多い場合は引き戻し距離や速度を増やすと良いでしょう。
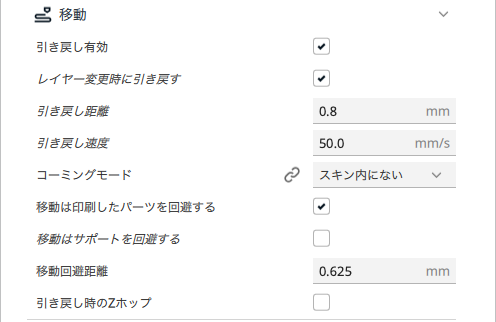
引き戻し距離はダイレクト式なら0.5mmから2mmくらいで調整だと思います。(あまり距離を伸ばしても効果は得られません。モーターに負荷がかかってしまい印刷品質やプリンタの寿命に影響しますので程々に)
引き戻し距離・速度などを変更するごとに試し印刷して、結果を確認します。
(写真はFDMテストの最上部をFusion360で切り抜いたテストピースを3つ印刷したところ)
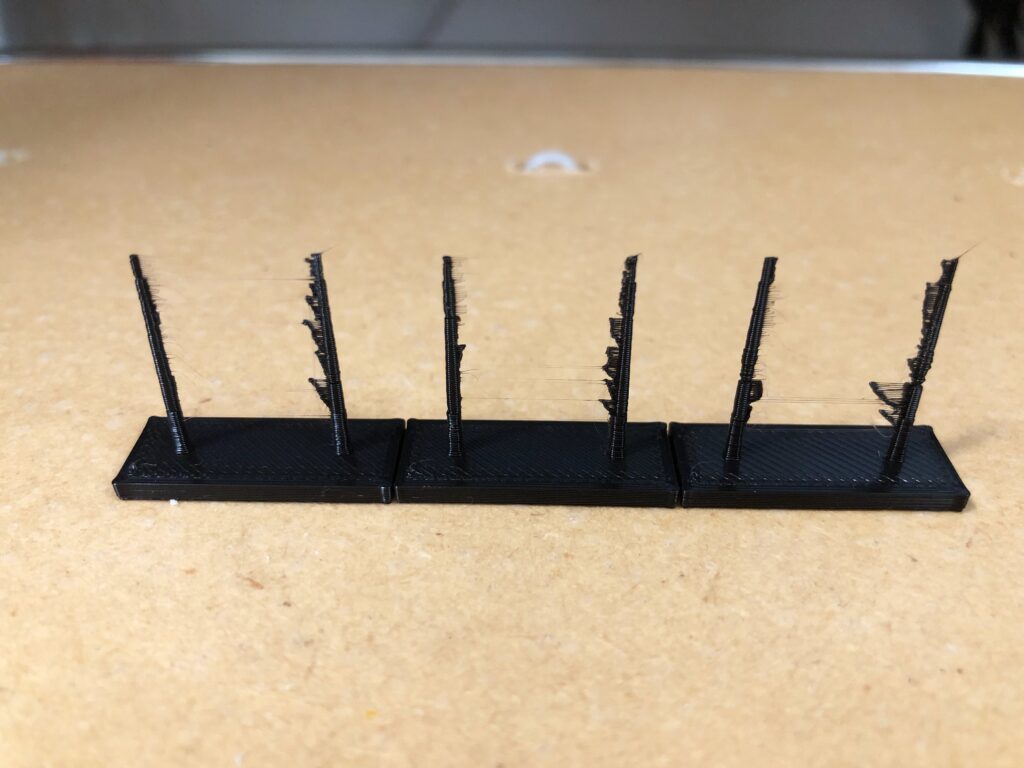
FDMテストはこちらから入手できます↓
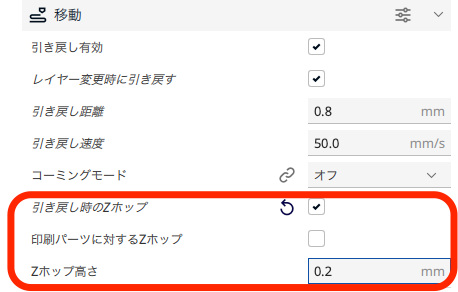
zホップ・移動速度を調整する
そのほかの施策としてはzホップ(移動時に高さ方向にどれだけノズルを持ち上げるかの設定)や移動速度を速くする調整があります。
ただし、私の場合はそれほど効果はありませんでした。
Curaの設定箇所はそれぞれ下記です。

まとめ:その3Dプリンターの糸引き、ノズルが原因かもよ?
以上、3Dプリンターの糸引きとは何か、原因と一発で直った対処法(ノズルをkaikaに変えた)を紹介した後、その他の調整による糸引きの対策方法を紹介しました。
引き戻し(リトラクション)による調整で期待する結果が得られない場合は、いっそノズルを変えてしまうのもアリだと思います。
ぜひ試してみてください。
最後に紹介したノズルのリンクを再掲します。
↓Ender-3 v2 / Max / S1 / S1 Pro系はこちら
kaika kaika840 3Dプリンター用精密ノズル 穴径0.4mm MK8 Creality製プリンターEnder用ノズル互換
↓Ender-5 S1 / Ender-7 / Ender-3 V3 SEはこちら
kaika kaika1040 3Dプリンター用精密ノズル Creality製プリンターEnder-5 S1用ノズル互換 (穴径0.4mm)
コメント