
めっちゃ柔らかいフィラメント、好きですよね???
私は大好きです。
と言うわけで、SIRAYATech さんのTPU Air のファーストインプレッションです。
一言で言うと、めっちゃラブリーな質感と柔らかさ です。

(当サイトはどこからの提供も受けていません。メーカーに媚びないレビューを記載しています)
今回の比較レビューの対象 TPU Air vs eSUN / Hotty Polimer

SIRAYA TechさんのTPU Air。段違いの柔らかさと他とは全く違う素材感にちょっと感動しています。
FDM/FFF式3Dプリンターの軟質樹脂で特に柔らかいものとして、私はこれまでに下記を使ってきました。
- eSUN Flexible TPE 83A
- ホッティーポリマー HPフィラメント(R)(スーパーフレキシブルタイプ)
柔らかさを表現するのはなかなか難しいですが、私的には下記の表現です。
- eSUN TPE 83A:スーパーボールっぽい感じの硬さ
- HottyPolymer HPフィラメント: 中空のゴムのオモチャっぽさ(空気穴が必要)
- SIRAYA Tech TPU Air: これマシュマロやないかい!
以下、素材ごとの特徴やTPU Airでの印刷のコツを紹介します。
素材ごとの出力の違い
※ベンチマークにしているモデルはこちらのカニさんを50%縮小したものです。
基本的にハサミの下にサポートを入れて出力しています。
お腹のフニフニ具合、カニ爪の柔らかさ、爪がサポートから反り上がらないか、などに注視しています。
eSUN Flexible TPE 83A
1年ほど前にEnder-3 S1 Proで出力したものです。
出力の難易度は低めで、かなり使いやすいです。お値段も割と手頃です。
基本的に綺麗に出力されていますが、インフィルを10%まで落としても「硬め」です。

カニ爪に毛羽立ちがあるものの、良好な出力ができました。
ちなみに、10cmくらいの高さから落とすと軽く弾みます。
75%縮小印刷のBenchyを曲げた写真の通り、若干力を込める必要があります。

ホッティーポリマー HPフィラメント(R)(スーパーフレキシブルタイプ)
こちらも1年ほど前にEnder-3 S1 Proで出力したものです。
正直、私には難しい素材でした(近くBambu A1でリベンジします)
非常に柔く、かつディテールも保っています。
しかし、印刷中にカニのハサミのところがサポートから離れてしまい、そり上がってしまう問題が出ました(冷却不足?)。

また、どう言う加減か分からないですが、層によって流量が下がってしまうような痕跡があります。

出力品を曲げるとレイヤー間で破断する事例がありました。(例えばBenchyの窓の脇で切れました)
破断したところは瞬間接着剤で直るのですが、そこだけ硬くなってしまうので興醒めだったり・・・。
ちなみに、10cmくらいの高さから落としてもほとんど跳ねません。
割とシャープで柔らかに出力できるので、使いこなせなかった残念さがあります。
(価格も結構高いですし・・・)
SIRAYATech TPU Air
マシュマロみたいにふにゅっと曲がってきちんと元に戻ります。
他の素材だと中で空気が抜けずに圧縮されている様子があるのですが、TPU Airは綺麗に潰れます。
お値段的にはちょっとだけ高め、ですが発泡しながら整形する分、素材の消費は控えめだそうです。
1kgスプールでも1.5kg〜2kg分くらい使えるんじゃないかな?と踏んでます。

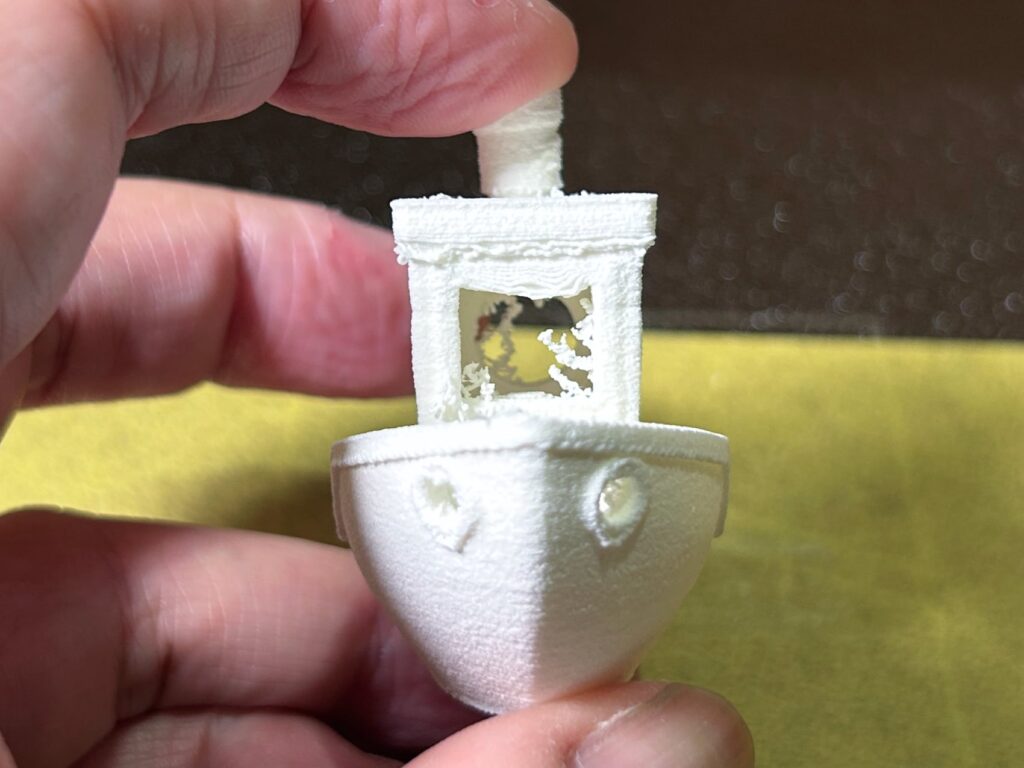
素材感は紙粘土っぽい独特の感じです。
ディテールはある程度潰れる前提の素材と思った方が良いでしょう
(ブリッジが垂れて口がほとんど無くなってます)。

レイヤー間の密着力は素晴らしく、簡単には ちぎれません。
ただし、リトラクションに難があるようで空中移動が苦手です。
またブリッジも垂れ気味のため調整が必要です。
枝毛はある程度ニッパーで除去できますし、ブリッジの対処法はこの下で掲載します。
SIRAYATech TPU Airの使い方
では、実際の印刷の仕方です。
公式さんが丁寧な説明とプリント設定ファイルを用意してくれているので一発目からまともな出力ができました。
ちょっとした補足(と言っても結構大事なコツ)を下記に入れておきます。ご参考まで。
(使用したプリンタはBambu Lab A1です)
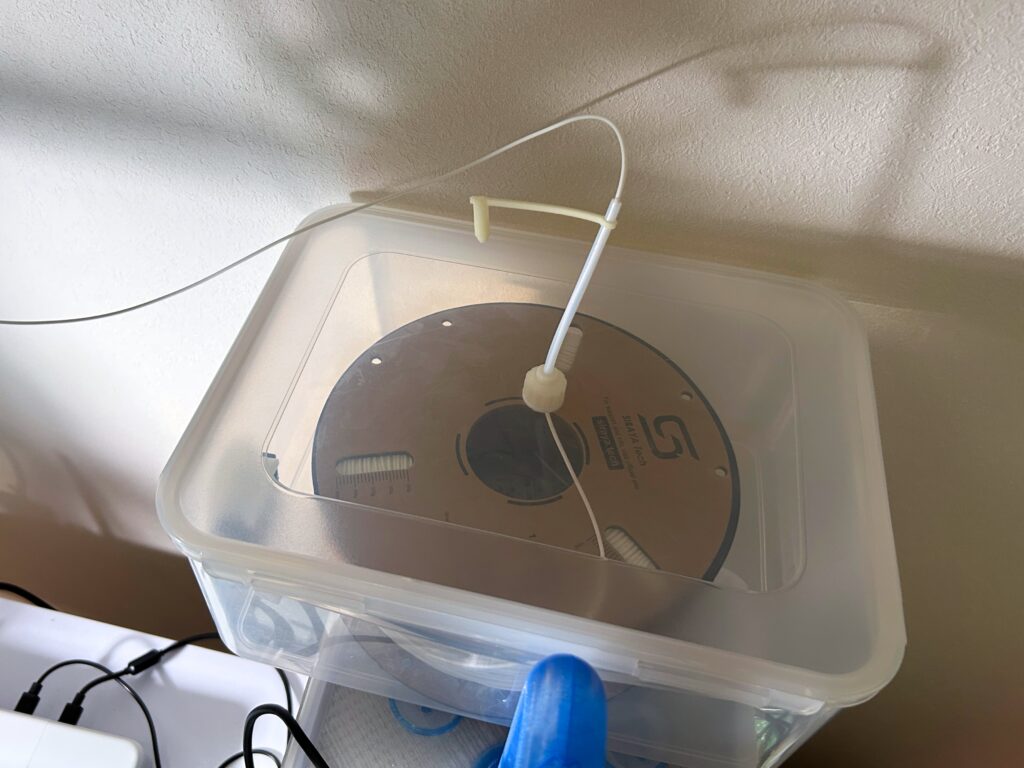
フィラメントスプールは寝かせて使え!
軟質フィラメントの あるある なのですが、フィラメントをリールに掛けて使うと途中から3Dプリンターが無を生成することがあります。
これはエクストルーダーが頑張って引っ張ってきてもリールを回転できない場合に起こります。スプールの重さにエクストルーダーが負けてしまい、軟質フィラメントがピーンと伸び切った状態になってしまうのです。
この問題はミシンのようにスプールを横置きに寝かせることで、おそらく解決できます。試してみてください。
私は専用のケースを今は無きダイソー密閉容器を加工して作り、湿度10%台キープしたまま横置きできるようにしています。
今作るなら、こちらのケースに横穴を開けるしかないかなぁ・・・。
フィラメントはちゃんと乾かす
吸湿しやすい素材だそうです。
できればドライヤーに入れてから使いましょう。
私はEIBOSのシンプルなドライヤーで4時間温めてから使いました。

送料込み8,400円でした(2025年7月20日)。
他のメーカーだとこんな感じ。
ビルドプレートは弱めの粘着力の物を
テクスチャードPEIだと剥がれなくなるかもしれません。
とりあえずマスキングテープを貼ればOKです。
SIRAYATechさんの説明ではベッドに糊を塗る方法などが書かれていますが、マスキングテープも楽で良いですよ。

近くにホームセンターがなければ・・・(上の写真は幅100mmです)
できればノズルは柔らかフィラメント専用に用意
PLAやPETGの残材がノズル内に残っていると、せっかくの柔らかさが台無しになります。
A1/miniのノズルは二千円しないで買えるので、TPU専用にノズルを1つ確保しましょう(0.4mmで全く問題なかったです)。
とりあえず公式さんの設定でやってみよう!
SIRAYATechさんのサイトに推奨設定のファイルがあるのでダウンロードして解凍しましょう。
柔らか別に流量や温度などを変えた設定があらかじめ用意されているので、お好みの柔らかさのファイルをベースに使うと良いと思います。
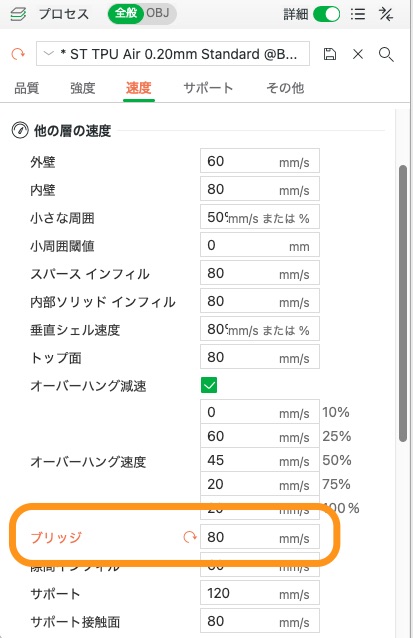
なお、私の場合、ブリッジの垂れ防止のため公式さんの設定から 他の層の速度 : ブリッジ を 80mm/sに上げました。(もう少し上げてもいいかも)
(左が公式65A、右がブリッジ速度を80mm/sに上げたもの)
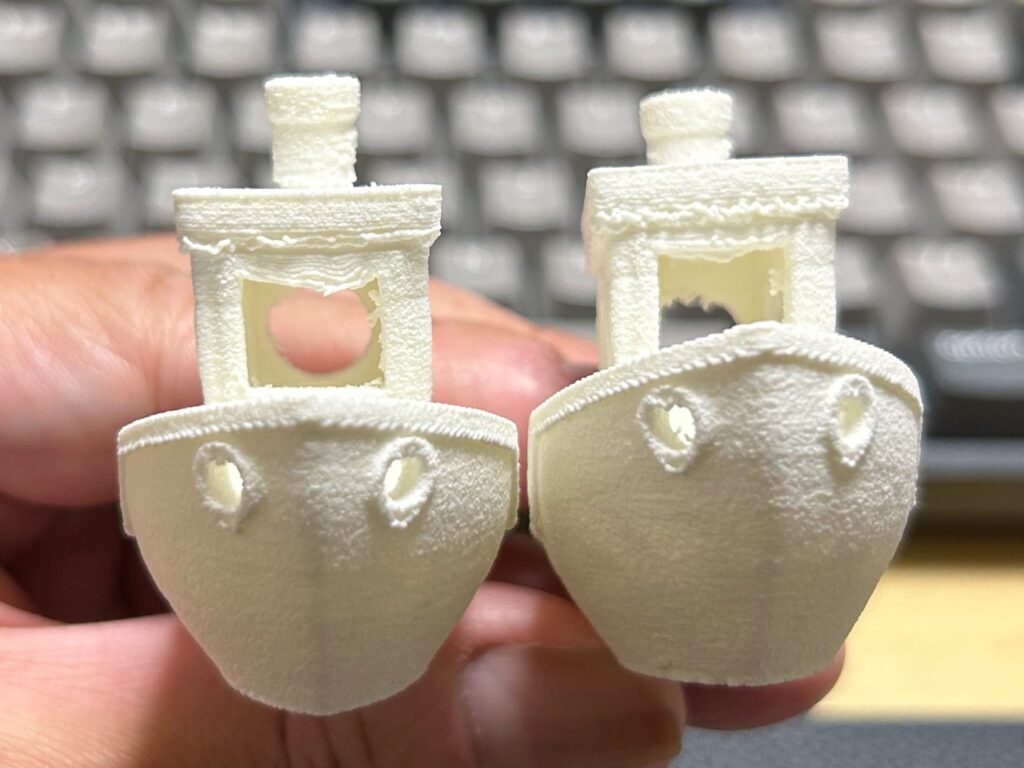
また、インフィルの密度、パターンも柔らかさに影響するので、色々試してみると良いと思います。
まずはインフィル10%かなぁ。
まとめ : SIRAYATech TPU Air を試してみた!
すっごく気に入っています。
網目のように飛び地がたくさんある形状や精密なディテールが苦手と言った弱点はありますが、質感と柔らかさには ずば抜けた良さ がありました。
また、印刷中に温度を変えることで場所によって柔らかさを調節できるなど、他の素材にない魅力もあります。
油性ペンでの書き込みも滲まず良好でしたし、お子さんと塗って遊ぶ楽しみ方もアリだと思いました。

あとね。絶対にイタズラでマシュマロに混ぜないように。口元まで気づかない人、結構いると思います(笑)
コメント