Creality Sermoon V1 Proを使って軟質樹脂であるTPEを試しました。
少しのコツが必要でしたが、印刷結果は割と満足できるものでした。
TPEは多少の伸び縮みもあり、ゴム足などの製作に打って付けと思いますよ。
先に結論:Creality Sermoon V1 ProでeSUN (eLastic) TPE 83Aを試してみた

先に結論を書きます。
自分のCreality Sermoon V1 ProでeSUN Flexible TPE 83Aを出力する場合の適正値は(今のところ)下記の通りです。
- Curaの汎用TPU 95A > DraftもしくはFineをベースに設定
- 印刷温度 240℃、ビルドプレート温度50℃
- 印刷速度は40mm/sでも可。オーバーハングきつい場合は20mm/sが良し
- スプールが重いうちは置き方注意。スプールハンガーでは引けない
- (Ultimaker Cura 5.2.1を利用)
・eSUN (eLastic) TPE 83A:柔らか出力は魅力です。
・Creality Sermoon V1 Pro:ダイレクト式。TPEも難なく出せます
eSUN (eLastic) TPE 83A はスプールの置き方に注意!
Creality Sermoon V1 Proはエクストルーダーがダイレクト式なので、柔らか樹脂であるTPE(TPU)でも途中で詰まる、ということはなく印刷できます。
ただし、若干の課題もありまして。
私はエクストルーダーvsスプールの綱引き問題、と呼んでます。
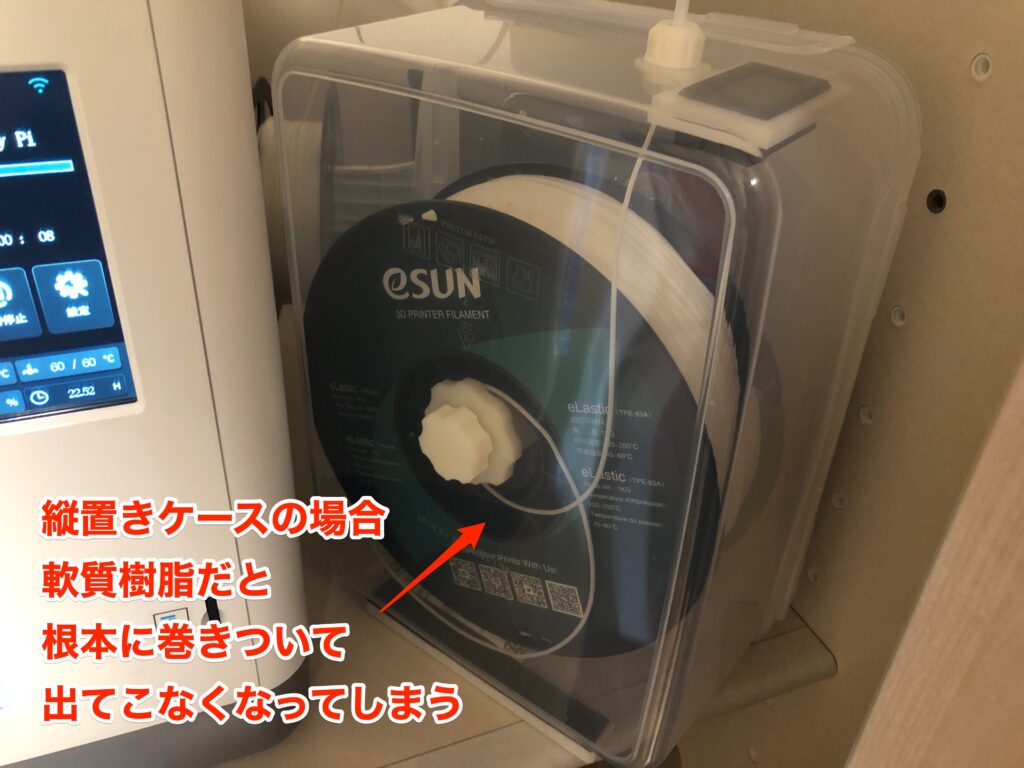
これは、”スプールがスルスル回らなかったり、樹脂がホルダーの軸に絡まってしまうことで、エクストルーダーが引っ張っても吸えない状態”、を言います。
エクストルーダーvsスプールの綱引き問題を解決するにはスプールの置き方を直せば良いです。
問題の1つ目として、Creality Sermoon V1 Proの右側にあるスプールハンガーにスプールをセットした場合、スプールが綺麗に回らず樹脂を引っ張れなくなることがあります。
また、自作・市販を問わず、軸にベアリングのあるフィラメント防湿ケースにスプールを入れた場合でも、樹脂が軸に絡まってしまい、うまく樹脂を引けなくなることがあります。
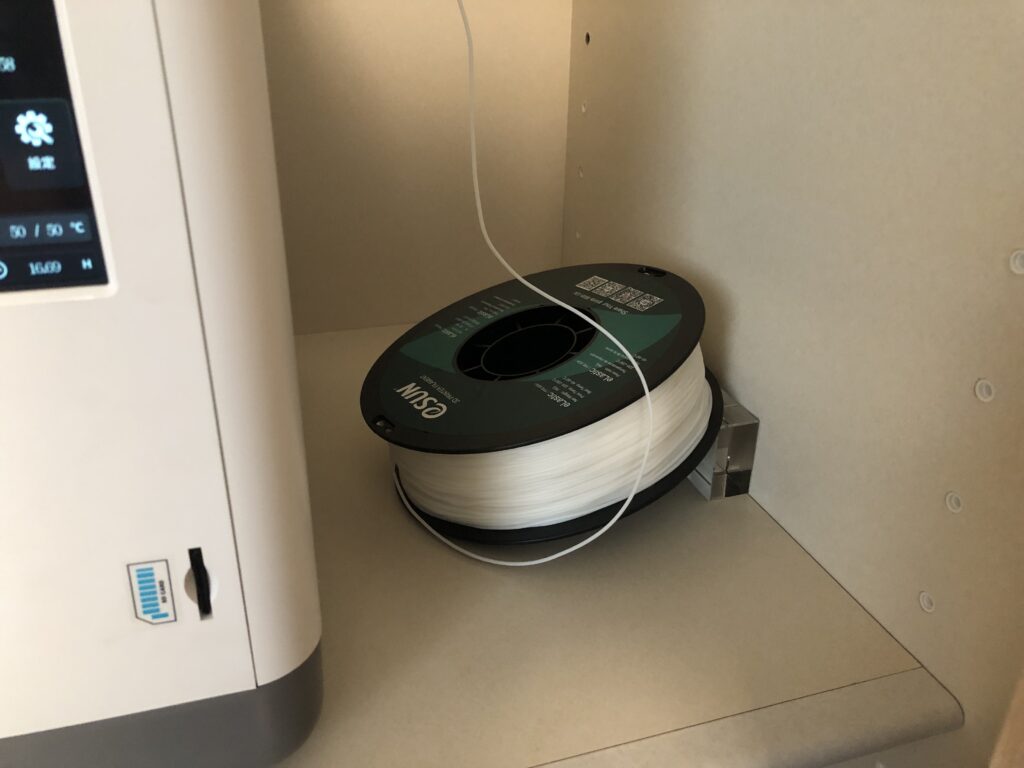
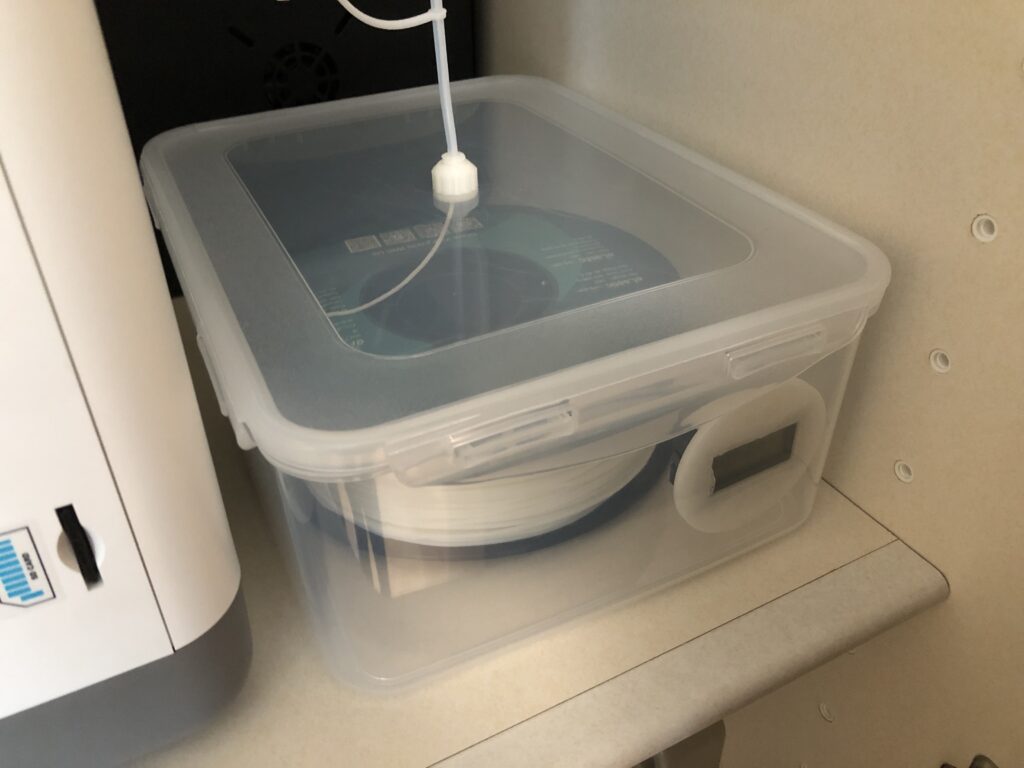
解決策は簡単で、スプールを横置きにしてしまうことです。
写真は横置きにしている様子と、専用で作った横置き防湿ケースです。
スプールから樹脂が正常に送り出せるようになれば、あとは簡単です。
eSUN (eLastic) TPE 83A の適正印刷温度は?(TempTower)
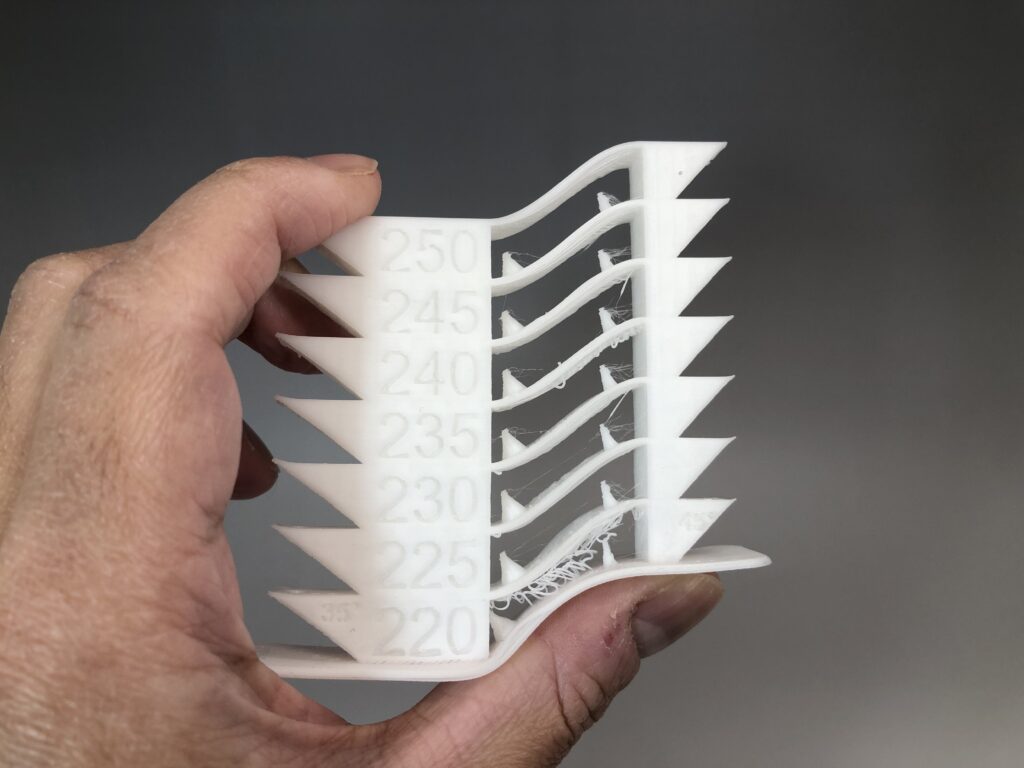
まずは適正印刷温度を探るためにTempTowerを作りました。
調べた温度帯は220℃〜250℃です。(メーカーの推奨温度は220℃〜250℃)

220℃はブリッジが論外に崩壊していますが、他はパッと見は変わらないと思います。
ですが、よく見ると〜235℃のブリッジもなんとなく怪しい感じです。
糸引きや円錐部分のデティールはどこも変わらない感じです。
では、温度が高い方が良いのか、というとそういう訳でもなくて、245℃、250℃は若干柔らかさが落ちているように感じます。
せっかくの軟質樹脂なので、柔らかい方が良いですよね。
というわけで我が家のTPEの最適温度は240℃ということにしました。
↓おまけ。グネ〜ん。
eSUN (eLastic) TPE 83A の3dBenchy出力結果
eSUN (eLastic) TPE 83A の最適印刷温度を240℃と決めたので、3dBenchyを出力してみました。
eSUN (eLastic) TPE 83A 240℃ 印刷速度40mm/s (インフィル10%)
eSUN (eLastic) TPE 83Aのメーカーが推奨する出力速度は20mm/s〜50mm/sです。
せっかくのダイレクト式エクストルーダーなので、ちょっと早めの40mm/sで出力してみました。
軟質素材はなるべくゆっくり印刷した方が綺麗、とはわかっているのですが、結果はどうでしょうか。

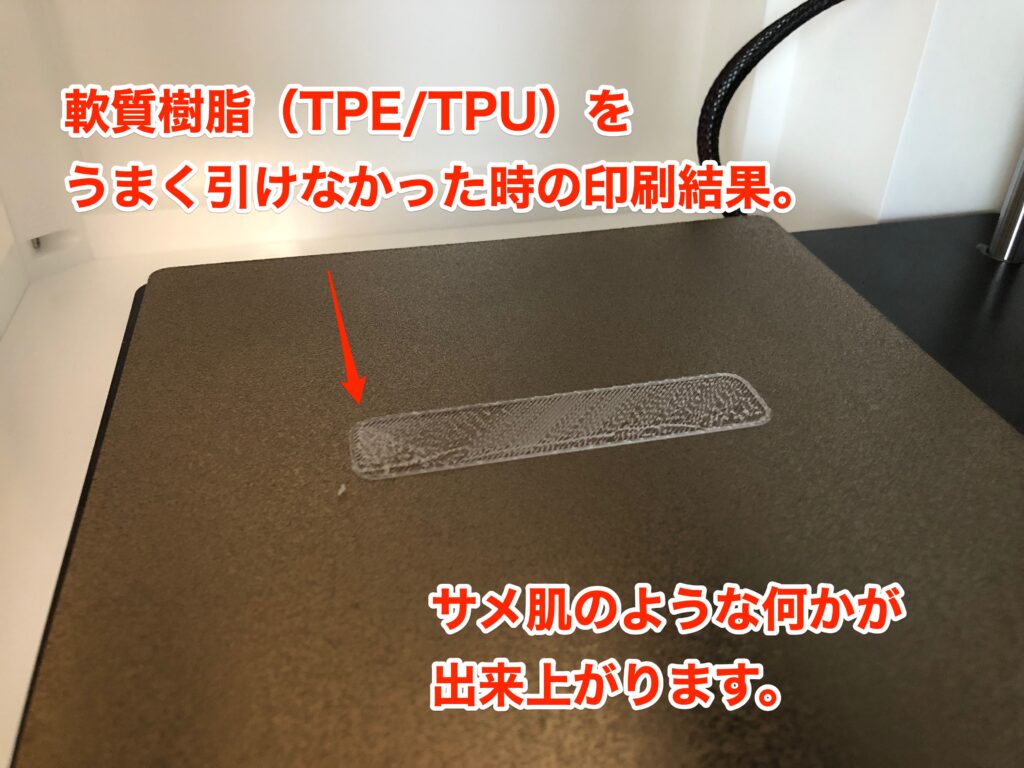
やっぱり。という感じですが、オーバーハングは難しいですね。
このあと20mm/sで出力した結果もあげますので、比較してみてください。

船室の窓やイカリの穴などは割と綺麗に出ていると思います。

屋根も、まぁ問題ないレベルかな、と思います。
底面の文字、読めますね。

ただ、船体左は若干いびつな形になってしまいました。
インフィル詰めればもう少し改善するかもしれませんが、やっぱりキツめの条件の時は40mm/sでは早すぎるようです。
↓船首を積層するときに、下層が“くにょん”って曲がるんですよね。
この辺がオーバーハングが綺麗にいかない原因じゃないかと思ってます。
eSUN (eLastic) TPE 83A 240℃ 印刷速度20mm/s (インフィル10%)
eSUN (eLastic) TPE 83Aを印刷温度240℃ 印刷速度40mm/sで印刷した場合、オーバーハング部分がはみ出すように積層跡が目立つ問題が発生しました。原因は印刷速度ではないかと見て、低速(20mm/s)も試してみました。
結果、オーバーハング部分は多少改善できたように感じます。

40mm/sでは目立つはみ出し跡が5本入っていましたが、20mm/sにしたら薄めのはみ出し線が3本になりました。

40mm/sで印刷したときに凹みができてしまった船体左側も20mm/sなら大丈夫ですね。
その他の写真は下記の通りです。



普通に印刷する時は40mm/s、気合いを入れたい物やオーバーハングがきつい印刷物を出力する場合は20mm/sといったところでしょうか。
まとめ:Creality Sermoon V1 ProでeSUN (eLastic) TPE 83Aを試してみた
以上、Creality Sermoon V1 ProでeSUN Flexible TPE 83Aを試してみた。でした。
改めて、出力する場合の適正値は(今のところ)下記の通りです。
- Curaの汎用TPU 95A > DraftもしくはFineをベースに設定
- 印刷温度 240℃、ビルドプレート温度50℃
- 印刷速度は40mm/sでも可。オーバーハングきつい場合は20mm/sが良し
- スプールが重いうちは置き方注意。スプールハンガーでは引けない
- (Ultimaker Cura 5.2.1を利用)
ご参考になれば幸いです。それでは〜。
・eSUN (eLastic) TPE 83A:柔らか出力は魅力です。
・Creality Sermoon V1 Pro:ダイレクト式。TPEも難なく出せます。